
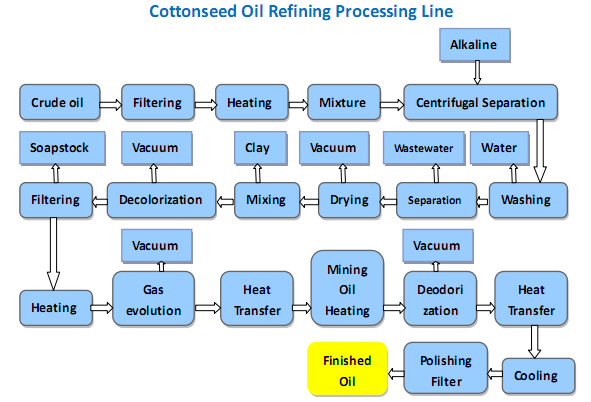
Cottonseed oil refining demands precision, especially in the degumming stage where phospholipids must be effectively removed to ensure oil quality and stability. This guide delves into the hydration method’s critical parameters—water dosage, agitation speed, temperature control—and their impact on phospholipid reduction. By understanding how raw material characteristics influence process adjustments, processing plants can optimize their operations for consistent, high-grade cottonseed oil.
Crude cottonseed oil contains significant phospholipids that cause turbidity, color instability, and reduce shelf life. Removing these impurities is pivotal before deodorization. Additionally, color correction through decolorization enhances visual and sensory quality, influencing consumer acceptance and export standards. Both degumming and decolorization form the backbone of the oil purification process, yet pose technical challenges in maintaining efficiency while preventing excessive oil losses.
The hydration method mobilizes phospholipids into a hydrated gum phase via water addition, which is then separated. Optimal control of the following parameters is essential for maximizing phospholipid removal rates—commonly targeted between 90% and 98%:
Cottonseed oil phospholipid levels vary based on seed quality and extraction method. For oils with phospholipid content exceeding 800 mg/kg, adjustments like increasing water dosage to 3.5% or prolonging hydration time from 20 to 30 minutes significantly improve degumming efficiency. Conversely, oils with lower phospholipid content (<500 mg/kg) require milder hydration to avoid unnecessary energy and water use.

Post-degumming decolorization is crucial to remove pigments like carotenoids and chlorophyll. Activated white clay and activated carbon are predominant adsorbents with distinct performance profiles:
| Performance Indicator | Activated White Clay | Activated Carbon |
|---|---|---|
| Pigment Removal Efficiency (L*a*b* ΔE) | Average ΔE: 15-18 | Average ΔE: 18-22 |
| Oil Loss Rate | 1.2% - 1.5% | 1.5% - 2.0% |
| Cost Efficiency | Moderate | Higher due to adsorbent regeneration needs |
Activated carbon offers superior pigment removal but at a higher operational cost and slightly increased oil loss. Many producers opt to blend both adsorbents to balance efficiency and cost.
A cottonseed oil manufacturer in Texas tested hydration parameters by increasing water content from 2.8% to 3.3% while carefully controlling temperature at 65°C and agitation at 140 rpm. Phospholipid content after degumming dropped from 650 mg/kg to 420 mg/kg, marking a 35% improvement. Subsequent decolorization using a 70:30 activated white clay-activated carbon blend resulted in a 20% reduction in color values (ΔE) compared to previous results.
Incorporating a standardized detection form aids real-time process adjustments. Parameters such as phospholipid residual concentrations (target <500 mg/kg), moisture content post-hydration (not exceeding 0.5%), and color metrics (L*a*b* values before and after decolorization) should be recorded. Table templates enable quick assessments, promoting timely intervention and process stability.

Leveraging such tools catalyzes continuous process improvement and aligns production with quality benchmarks critical in global cottonseed oil markets.

 318
|
318
|
 Cold-pressed sunflower oil
Pressing temperature control
Physical pressing technology
Nutrient retention
Health food export
Cold-pressed sunflower oil
Pressing temperature control
Physical pressing technology
Nutrient retention
Health food export
 302
|
Cold-pressed sunflower oil production process
Low-temperature pressing technology
High-end edible oil process
Equipment selection guide
Quality control indicators
302
|
Cold-pressed sunflower oil production process
Low-temperature pressing technology
High-end edible oil process
Equipment selection guide
Quality control indicators
 86
|
palm kernel crushing granular size
oil extraction efficiency
hammer mill vs roller crusher
pressing process optimization
equipment maintenance strategy
86
|
palm kernel crushing granular size
oil extraction efficiency
hammer mill vs roller crusher
pressing process optimization
equipment maintenance strategy
 338
|
Peanut oil extraction machinery
Grease machinery and equipment
Southeast Asian Market
338
|
Peanut oil extraction machinery
Grease machinery and equipment
Southeast Asian Market
 82
|
cold pressed sunflower oil production
low temperature oil extraction
premium edible oil processing
cold pressed oil nutrition
sunflower oil cold pressing technology
82
|
cold pressed sunflower oil production
low temperature oil extraction
premium edible oil processing
cold pressed oil nutrition
sunflower oil cold pressing technology
























