Rice Bran Oil Press Cake Residue: Pretreatment and Combustion Optimization for Higher Biomass Fuel Efficiency
2026-03-31
QI ' E Group
Technical knowledge
Rice bran oil press cake (residue) is often treated as a disposal burden, yet its organic content and process availability make it a practical biomass fuel feedstock when handled correctly. This article explains the residue’s key physical and chemical characteristics and evaluates realistic conversion routes—from drying and size reduction to torrefaction/pyrolysis-based pretreatment—to improve stability, calorific utilization, and burnout performance. It also outlines actionable boiler and furnace optimization measures, including air staging, furnace geometry considerations, and ash/slagging management, supported by data-driven comparisons and an engineering case workflow (problem identification → process upgrade → efficiency validation). Compliance topics are covered with a focus on emissions control and safe operation, including a GB/T 30725 biomass densified fuel excerpt for reference. Designed for decision-makers in edible oil processing and environmental project management, the guide provides implementable process paths and equipment selection logic—helping convert “a pollution source” into an energy-loop upgrade and enabling each ton of residue to create higher value. For a detailed checklist and diagrams, download the Penguin Group PDF guide or contact the technical team for consultation.
Rice bran oil residue (press cake / rice bran meal after oil extraction) is often treated as a disposal problem—sticky, variable, and prone to odor or self-heating. Yet in many mills, it can become a stable energy input if its moisture, particle size, ash behavior, and feeding consistency are controlled. This guide breaks down rice bran oil residue processing into practical steps—drying, grinding, thermo-pre-treatment, and combustion optimization—so each ton of residue can create higher value and move “from pollution source to energy hub” in a closed-loop upgrade.
Built for technical managers in edible oil plants and environmental project leads who need a decision-ready path, not academic theory.
1) What Rice Bran Oil Residue Is Made Of—and Why It Can Burn Well (or Fail Fast)
The feasibility question—“Can pressed rice bran residue be used as fuel?”—depends less on “yes/no” and more on whether the material is conditioned to behave like a fuel rather than like a waste. Typical rice bran press cake is a heterogeneous biomass with:
Moisture: commonly 8–18% (higher after wet handling or storage).
Residual oil / extractives: often 3–12%, which can raise calorific value but can also cause smoke/slagging if combustion is poorly managed.
Ash: typically 6–12%, with silica-rich components that may increase abrasion and ash handling load.
Bulk density (loose): around 300–450 kg/m³, which affects feeding stability and transport cost.
Lower heating value (LHV, as received): commonly 13–18 MJ/kg depending on moisture and oil content.
Why projects stumble in real plants
Most failures are not due to “insufficient heat value,” but due to inconsistent feeding, excess moisture, unstable air distribution, and ash behavior that was not tested under the chosen furnace design. A technically sound plan starts by stabilizing the fuel form—then tuning the combustion system.
2) The Practical Conversion Routes: Drying, Size Reduction, Thermal Pre-treatment
To improve biomass fuel utilization efficiency, pre-treatment should be selected by a simple logic: target moisture → target flowability → target combustion stability. Below is a decision-oriented comparison of three common approaches used in rice bran oil by-product utilization.
Method
What it improves
Typical impact (reference)
Risks / constraints
Best-fit scenarios
Drying (belt/rotary/flash)
Ignition stability, transport, storage safety
Moisture from 15% → 10% can raise usable boiler efficiency by ~3–6% and reduce black smoke events
Over-drying increases dust and fire risk; requires dust control and temperature discipline
Wet seasons, long storage, unstable furnace load
Grinding / sizing (hammer mill + screen)
Feeding uniformity, burnout completeness
Moving from >10 mm lumps to 1–6 mm often reduces unburned carbon loss by ~10–25% in ash
High oil content can cause caking; requires anti-bridging hopper design
Screw feeder lines, pellet/briquette prep, fluidized bed feeding
Hydrophobicity, grindability, stable calorific value
Can improve storage and allow higher co-firing ratios; energy densification commonly ~10–25% (process-dependent)
Needs gas handling and safety systems; not always economical for small plants
Export-grade solid fuel, long logistics chain, strict moisture control needs
A common “minimum viable” pathway is controlled drying + sizing + stable feeding. Pyrolysis pre-treatment becomes attractive when the plant needs long-distance transport, seasonal storage, or consistent co-firing performance.
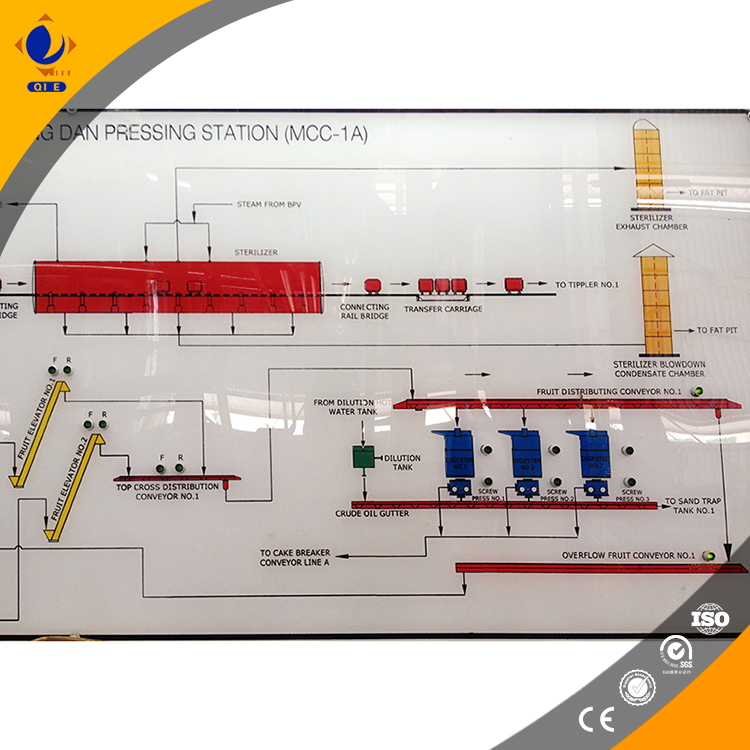
3) Typical Process Flow (Ready for Engineering Discussion)
For many plants, the “hidden win” is not a fancy reactor—it’s measurement discipline: each incoming lot gets moisture + ash check, then routed to the correct blending/drying line.
4) How to Improve Rice Bran Residue Combustion Efficiency: Controls That Actually Move the Needle
If the goal is “how to improve rice bran residue burning efficiency,” the highest ROI actions usually live in air–fuel matching, furnace residence time, and ash management—not in overcomplicated additives. Below are proven control levers used across biomass boilers and solid-fuel furnaces.
4.1 Air distribution: staged air beats “more air”
Too little air causes CO and smoke; too much air reduces flame temperature and pushes heat out the stack. In many biomass applications, keeping stack oxygen around 6–10% (site-optimized) and using primary/secondary air staging can noticeably reduce visible emissions while stabilizing steam output. For residues with residual oil, secondary air helps burn volatiles before they hit colder surfaces.
4.2 Furnace & feeding: prevent bridging, ensure residence time
Rice bran press cake can bridge in hoppers due to fine particles and oiliness. Mechanical agitators, steep hopper angles, and correct screw/paddle feeder selection matter as much as boiler size. Ensuring adequate residence time on the grate (or correct bed behavior in a fluidized system) reduces unburned carbon in ash and improves effective heat release.
4.3 Ash & slagging control: manage it like a material stream
Ash is not just “waste”—it’s a process variable. When ash softens or deposits, heat transfer drops and shutdown frequency rises. Practical actions include: keeping fuel moisture stable, avoiding sudden load swings, maintaining effective soot-blowing schedules, and designing ash removal that matches ash volume. Some plants also blend rice bran residue with lower-ash biomass to smooth ash behavior.
Efficiency uplift curve (reference example)
The following indicative curve reflects a common field pattern: once moisture and particle size are stabilized, combustion becomes predictable and improvements compound.
Baseline 78%
Drying control 82%
Sizing + stable feed 85%
Air staging tuning 87%
Reference only; site results depend on boiler type, baseline moisture, and control instrumentation. The key message: improvements are sequential and measurable.
5) A Field-Style Case: From Smoke Complaints to Stable Heat Output
In one typical rice bran oil milling scenario, the residue was directly fed into a biomass furnace. The plant saw intermittent black smoke, unstable outlet temperature, and frequent ash cleaning. A technical review usually finds a chain reaction:
Problem → root cause → fix (engineering logic)
Symptom: visible smoke during load changes Likely cause: fuel moisture and oil content swinging lot-to-lot; secondary air lagging behind volatile release Fix: batch sampling + blending buffer; secondary air staging adjustment; basic O2/CO trend monitoring
Symptom: unburned carbon in ash and lower heat delivery Likely cause: oversized lumps and short residence time on grate/bed Fix: install sizing screen; target 1–6 mm; stabilize feeder rate with anti-bridging design
Symptom: frequent shutdown for cleaning Likely cause: ash deposition accelerated by unstable combustion temperature Fix: maintain steadier firing rate; optimize soot-blowing schedule; upgrade ash removal to match ash flow
Plants that implement this “conditioning-first” approach commonly report a measurable improvement in usable heat output and a noticeable reduction in operational firefighting—helping each ton of residue create higher value instead of creating headaches.
6) Compliance & Safety: What Decision-Makers Must Not Skip
Beyond energy economics, residue-to-fuel projects must satisfy emissions and operational safety expectations. For solid fuels, two recurring risk zones are dust explosion and self-heating during storage. Controls typically include dust collection, spark detection, temperature monitoring in piles/silos, and conservative housekeeping practices.
If the project involves pellet or briquette production, aligning internal QC items with GB/T 30725-style indicators (moisture/ash/calorific value/dimensions/durability) helps reduce buyer disputes and improves downstream combustion predictability.
7) Equipment Selection: Matching Output, Material Behavior, and OPEX
Equipment should be chosen based on throughput, baseline moisture, and whether the target is direct firing or densified fuel. Below is a practical mapping that engineering and procurement teams can use to shortlist options.
Drying system (choose by moisture & heat source)
Belt dryers fit gentler, controlled drying; rotary dryers handle higher throughput and mixed particle sizes; flash dryers suit finer materials but require tighter dust control. A typical industrial target is to keep fuel moisture around 8–12% for stable ignition and storage (site-specific).
Milling & feeding (prevent stoppages)
A hammer mill + screening combination is common. For feeding, consider screw feeders with anti-bridging design, variable speed drives, and buffer bins. Where caking occurs, mechanical agitators and proper hopper geometry can outperform “more power” alone.
Densification (when logistics or standardization matter)
If the goal is standardized handling and transport, pellet mills (for smaller diameters) or briquetting presses (for robust industrial blocks) can be considered. The decision usually hinges on downstream furnace compatibility, storage duration, and whether the fuel will be sold externally.
For buyers evaluating vendors, ask for: material-specific test runs, ash analysis guidance, and a commissioning plan that includes air tuning and feeder calibration—not just machine specs.
Make Every Ton of Press Cake Create More Value
Penguin Group supports mills and EPC teams with fuel conditioning logic, process configuration, and equipment matching—so rice bran oil by-products can move from disposal pressure to stable energy supply. If you want a decision-ready checklist (moisture targets, process routes, and selection criteria), download the technical PDF or request a review.