Если вы стремитесь к стабильному выпуску высококачественного хлопкового масла, необходимо понять и контролировать этапы дефосфатизации (обезвоживания) и отбеливания. Эти процессы решают проблему глубокого цвета сырья и высокого содержания фосфолипидов, напрямую влияя на конечное качество масла и его конкурентоспособность на внешних рынках.
Ваша задача — устранить высокую мутность и темный цвет исходного масла, где содержание фосфолипидов часто превышает 80 мг/кг. Если не контролировать параметры, масло будет нестабильным, кислотность увеличится, что снизит показатель по шкале L*a*b* и подпортит внешний вид.
Оптимальное увеличение качества достигается при соблюдении следующих ключевых параметров:
Контроль по кислотности (целевой показатель не выше 0,2 мг КОН/г масла) после дефосфатизации — это ваша первая точка контроля стабильности качества.
Ваша задача — эффективно удалить пигменты и остатки загрязнений. Для этого чаще всего применяются:
Изменения параметров цветности фиксируются с помощью L*a*b* анализа. В успешных кейсах показатель L* (освещенность) увеличивался на 15–20%, что визуально превращало масло из мутно-желтого в прозрачное с приятным светло-золотистым оттенком.
Для того чтобы вы могли оперативно мониторить ключевые показатели в производственном цикле, предлагаем использовать следующую таблицу для ежедневных записей:
| Параметр | Исходное масло | После дефосфатизации | После отбеливания | Целевое значение |
|---|---|---|---|---|
| Кислотность (мг КОН/г) | 0.6-0.8 | ≤ 0.2 | ≤ 0.2 | ≤ 0.2 |
| Мутность (FTU) | 40-60 | ≤ 10 | ≤ 3 | ≤ 3 |
| Цвет (L*)* | 35-40 | 45-50 | 55-60 | ≥ 55 |
* L* — светлота по CIELAB, чем выше — тем светлее масло
Высокая температура выше 110°C снижает адсорбционную способность белой глины из-за частичной дезактивации пористой структуры, а низкий уровень добавляемой воды препятствует полному гидратированию фосфолипидов, оставляя их растворенными в масле и ухудшая фильтрацию. Таким образом, соблюдение точных параметров обеспечивает прочную причинно-следственную цепочку, гарантирующую высокое качество на выходе.
Освойте эти 2 шага — гидратация и отбеливание — и забудьте о проблемах качества! Регулярный контроль по кислотности и цвету с помощью предложенной таблицы позволяет оперативно выявлять отклонения и устранять их до того, как качество масла пострадает и повлияет на репутацию вашей марки на рынке.

В одном из заводов после оптимизации параметров дефосфатизации — увеличение температуры до 65°C и точное дозирование воды 2,5% — наблюдалось снижение кислотности с 0.65 до 0.18 мг КОН/г. Последующее отбеливание активной белой глиной при 100°C за 25 минут повысило показатель L* с 38 до 58. Это позволило выйти на новые экспортные рынки с жесткими стандартами качества.
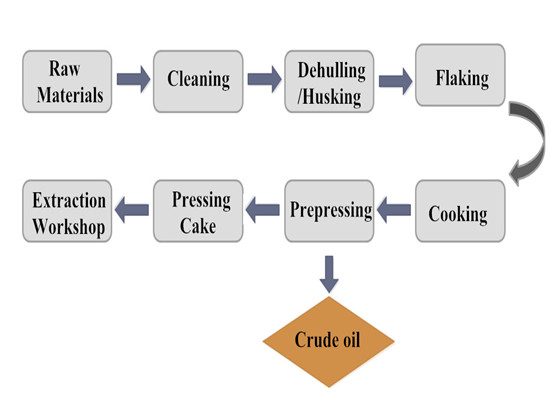
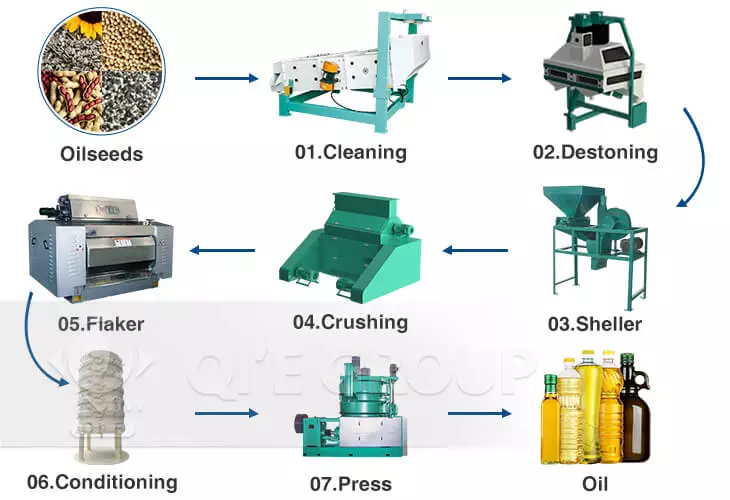
Для вашего удобства разработан наглядный фловчарт процесса с ключевыми контрольными точками — от получения сырого масла до отгрузки продукта. Такой подход минимизирует человеческий фактор и помогает новичкам быстро адаптироваться к стандартизированным процессам производства.


 411
|
411
|
 гидравлический экстрактор для кунжутного масла
температура прессования кунжутного масла
производство премиального кунжутного масла
технологии экстракции масла
высококачественное кунжутное масло
гидравлический экстрактор для кунжутного масла
температура прессования кунжутного масла
производство премиального кунжутного масла
технологии экстракции масла
высококачественное кунжутное масло
 371
|
физическое прессование подсолнечного масла
экстракция растворителем
витамин Е в подсолнечном масле
качество экспортируемого масла
технология производства подсолнечного масла
371
|
физическое прессование подсолнечного масла
экстракция растворителем
витамин Е в подсолнечном масле
качество экспортируемого масла
технология производства подсолнечного масла
 209
|
машины для экстракции масла из семян хлопка
оборудование для экстракции масла из семян хлопка
системы прессования семян хлопка
автоматизированное оборудование для переработки масла
реагенты для рафинирования семян хлопка
машины для обработки семян хлопка
передовые технологии экстракции масла
экологически чистая экстракция масла
высокая производительность экстракции масла
209
|
машины для экстракции масла из семян хлопка
оборудование для экстракции масла из семян хлопка
системы прессования семян хлопка
автоматизированное оборудование для переработки масла
реагенты для рафинирования семян хлопка
машины для обработки семян хлопка
передовые технологии экстракции масла
экологически чистая экстракция масла
высокая производительность экстракции масла
 318
|
Оборудование для экстракции и рафинирования
Технология рафинирования подсолнечного масла
Процесс шести этапов обезжиривания
Технология рекуперации растворителя
Высокоэффективное оборудование для отжима масла
318
|
Оборудование для экстракции и рафинирования
Технология рафинирования подсолнечного масла
Процесс шести этапов обезжиривания
Технология рекуперации растворителя
Высокоэффективное оборудование для отжима масла
 246
|
Пальмоядровое масло
Оборудование для отжима масла
Переработка пищевых продуктов в Юго-Восточной Азии
246
|
Пальмоядровое масло
Оборудование для отжима масла
Переработка пищевых продуктов в Юго-Восточной Азии