
棉籽油品质的稳定性和工艺效率高度依赖脱胶过程中的磷脂去除效果。本文围绕水化法脱胶的核心参数进行深入剖析,帮助粮油加工企业技术人员精准掌控磷脂残留,提升最终油品质量与生产效益。
棉籽油在压榨后含有较高的磷脂成分,若未充分脱胶将影响脱色、脱酸等后续步骤的效率,导致油品色泽暗淡、稳定性差。水化法作为主流脱胶工艺,通过水与磷脂的亲水性反应生成胶体沉淀,从而实现有效去除。工艺核心在于精确控制加水量、搅拌速度及温度,使磷脂分布均匀并促成脱胶反应。
1. 加水量:通常加水量应占毛油重量的2.0%-3.5%。不足加水易导致脱胶不完全,磷脂残留超过200 mg/kg;而过多加水则增加脱胶后油水分离工序负担。推荐加水比例为3.0%,效果最佳。
2. 搅拌速度:有效搅拌速度范围为150-250 rpm,保证水与磷脂充分接触且避免过度剪切破坏胶体结构。经验显示,控制在200 rpm附近时磷脂去除率最高。
3. 控温范围:水化温度维持在60~70℃,温度过高导致磷脂变性不利沉淀,低温则反应速率减缓。稳温控制±2℃是保障效果的关键。
4. 原料磷脂含量差异:根据取样测试,磷脂含量在1200-1800 mg/kg的棉籽毛油,水化参数需微调。含量高时,水量及搅拌时间加长约10%,以确保稳定脱胶。
常用脱色剂包括活性白土和活性炭,两者在吸附性能及成本上各有优势。活性白土适合浅色油品,脱色后 L*值提高10%-15%,净色度提升明显。活性炭更擅长脱除色素和异味,适合深色原料,但可能吸附部分油脂成分。
| 脱色剂 | 主吸附对象 | L*值提升 | 成本指标 |
|---|---|---|---|
| 活性白土 | 色素、磷脂微量残留 | +12% | 中等 |
| 活性炭 | 色素、异味 | +8% | 偏高 |
某大型棉籽油加工厂在实施水化法三个月后,通过调整加水比例由2.5%提升至3.0%,搅拌速度由180 rpm稳定提升至200 rpm,温度严格控制在68℃,磷脂残留由原先350 mg/kg降低至150 mg/kg,色泽明显改善,符合国家食用油标准。
进一步采用活性白土脱色,L*值提升了14%,油品稳定性和感官品质显著增强,产品一致性提高,生产线废弃物缩减10%,年节省成本约20万人民币。
制定标准检测流程能实现实时工艺动态追踪。下表为简易的水化法脱胶检测模板,供生产现场参考:
| 检测项目 | 测量时间 | 标准范围 | 实际结果 | 备注 |
|---|---|---|---|---|
| 磷脂含量(mg/kg) | 脱胶结束后 | ≤200 | 185 | 达标 |
| 入胶水量(%) | 过程监控 | 3.0±0.2 | 3.1 | 正常 |
| 搅拌转速(rpm) | 过程监控 | 200±20 | 195 | 正常 |
| 温度(℃) | 过程监控 | 65~70 | 68 | 正常 |
建议建立每班测量记录,结合油色L*a*b*指标跟踪,形成闭环反馈机制,持续稳定控制工艺参数。
全流程包括毛油预处理、水化脱胶、沉淀分离、脱色吸附及最后过滤,图示如下:

棉籽油脱胶脱色工艺质量的稳定,根植于精准的工艺参数控制与原料特性的深入理解。通过规范化水化法操作,可显著优化磷脂去除率,降低脱色剂用量,缩短生产周期,从而达到产品主动升级与成本控制双重目标。
立即深化技术实力,精准掌握棉籽油脱胶脱色核心工艺,助力品质飞跃与效益倍增!
获取专业棉籽油精炼设备与技术支持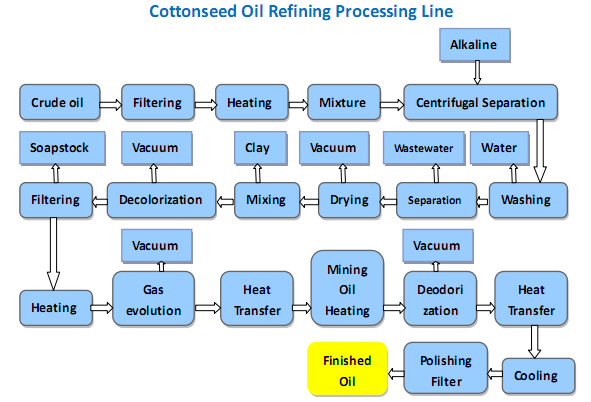
在未来,结合自动化监控与数据化分析的智能工厂模式,将为棉籽油加工企业带来更高的生产效率与市场竞争力,持续引领行业技术发展潮流。


 318
|
318
|
 冷榨葵花籽油
压制温度控制
物理压制技术
营养保留
健康食品出口
冷榨葵花籽油
压制温度控制
物理压制技术
营养保留
健康食品出口
 302
|
冷榨葵花籽油生产工艺
低温压制技术
高端食用油工艺
设备选择指南
质量控制指标
302
|
冷榨葵花籽油生产工艺
低温压制技术
高端食用油工艺
设备选择指南
质量控制指标
 86
|
棕榈仁破碎颗粒大小
采油效率
锤式破碎机与辊式破碎机
压制工艺优化
设备维护策略
86
|
棕榈仁破碎颗粒大小
采油效率
锤式破碎机与辊式破碎机
压制工艺优化
设备维护策略
 338
|
花生油提取机械
油脂机械及设备
东南亚市场
338
|
花生油提取机械
油脂机械及设备
东南亚市场
 82
|
冷榨葵花籽油生产
低温采油
优质食用油加工
冷榨油营养
葵花籽油冷压技术
82
|
冷榨葵花籽油生产
低温采油
优质食用油加工
冷榨油营养
葵花籽油冷压技术
























